|
|
 |
 |
| НОВОСТИ | КАТАЛОГ | ЦЕНЫ И НАЛИЧИЕ | КОНТАКТЫ | ТЕХНОЛОГИИ | О КОМПАНИИ | СЕРТИФИКАТЫ |
Изготовление объемных изделий методом вакуумформования |
|
||||||||||||||||
|
||||||||||||||||
|
| См. также: | Каталог: Полистирол |
| Технологии: Полистирол, АБС + ПММА | |
| Наличие в продаже и цены на полистирол |
Александр Гальченко, к.х.н., главный специалист по полимерным материалам ЗАО "Гельветика-Т"
Лазарь Бродский, кандидат технических наук, генеральный директор НПП "КЭЗ-АВТОМАШ", г.Ковров
Евгений Мацко, главный инженер НПП "КЭЗ-АВТОМАШ", г.Ковров
|
В современной жизни используется все больше и больше изделий, изготовленных из термопластичных материалов. Благодаря исследованиям и новым техническим разработкам они во многих случаях стали альтернативным решением в таких областях как реклама, строительство и других, где еще совсем недавно применялись преимущественно металл, дерево, фанера, бетон и стекло. Наибольшей популярностью у производителей продукции самого различного назначения пользуются такие листовые термопластичные полимеры, как ударопрочный (непрозрачный и светорассеивающий) полистирол (УПС и СПС), акрилонитрилбутадиенстирольный каучук (АБС) и его разнообразные модификации. АБС модифицируется по большей части двумя способами:
С применением листовых термопластов реализуют рекламные проекты, включающие объекты сложной геометрической формы, изготавливают различные кузовные детали (кабины и крыши автобусов, троллейбусов, вагонов, подкрылки (локеры), крылья и двери грузовиков), части холодильников и холодильных прилавков, гидромассажные ванны, душевые кабины, бассейны, корпусы лодок, катеров, яхт и многое другое. Используемые для производства изделий методом вакуумформования листовые полимеры, приведенные выше в пример, по техническим и эксплуатационным характеристикам должны удовлетворять определенным требованиям. Во-первых, таким материалам необходимы высокая пластичность и, одновременно с этим, достаточные прочность и теплостойкость. Комплекс таких характеристик очень важен для успешного проведения глубокого формования, в течение которого при предварительном прогреве в материале и, особенно на его поверхности, наблюдаются достаточно высокие температуры близкие к температурам начала термической деструкции. Поэтому материалы с низкой теплостойкостью в процессе предварительного прогрева могут "подгорать", что делает невозможным дальнейший процесс формования или влечет за собой брак готового изделия. Высокая термопластичность в сочетании с прочностью необходимы для формования изделий с большой степенью вытяжки, характеризующейся величиной отношения площади исходного листа к суммарной площади поверхности готового изделия. У "хороших" материалов степень вытяжки в зависимости от их пластичности может достигать величины 1:3, а иногда даже 1:4. Высокая прочность формуемого материала требуется для извлечения изделия из формы после его охлаждения без всяких затрудний (без образования трещин и разрывов). Во-вторых, готовое формованное изделие должно обладать высокой ударопрочностью, жесткостью, твердостью поверхности, УФ-стойкостью и другими специфическими эксплуатационными характеристиками. Такой комплекс свойств гарантирует успешную транспортировку, монтаж и эксплуатацию готового рекламного, санитарно-технического, строительного или изделия другого профиля в течение продолжительного времени. Из листовых полимерных материалов, отвечающих вышеуказанным требованиям, на российском рынке наиболее широко представлены пластики таких производителей как "ATHLONE EXTRUSIONS P.L.C." (Ирландия) и "SENOPLAST" (Австрия). Марки для вакуумформования:
Основные характеристики некоторых пластиков приведены в таблице.
Для изготовления объемных изделий из листовых термопластов методом вакуумформования используют специальные вакуумформовочные машины различных модификаций. Ведущим производителем такого оборудования в России является научно-производственное предприятие "КЭЗ-Автомаш" на базе Ковровского экскаваторного завода. Заводом выпускается несколько моделей вакуумформовочных машин (МВФ), адаптированных под различные режимы формования в зависимости от толщины используемых полимерных листов, их размеров, степени прогрева, глубины вытяжки, расположения формообразующей матрицы. Самые простые МВФ обеспечивают односторонний нагрев листа сверху посредством одной нагревательной печи. Такие машины просты в исполнении и недороги. Однако мощности одной нагревательной печи недостаточно для прогрева листов толщиной более 3 мм. Вследствие этого на таком оборудовании из толстых листов нет возможности изготавливать изделия с большой глубиной вытяжки. В настоящее время предприятие "КЭЗ-Автомаш" наладило производство вакуумформовочных машин с двухсторонним нагревом двумя печами одновременно сверху и снизу. В горизонтальную раму зажимается листовая заготовка требуемых размеров (минимальный размер 500х500 мм, максимальный 2500х4000 мм). На лист надвигается двухсторонняя печь, состоящая из большого числа отдельных нагревательных элементов, объединенных в несколько температурных зон. Каждая зона имеет индивидуальную программу температурного режима, что обеспечивает оптимальный прогрев полимера на различных участках в зависимости от степени последующей вытяжки. В процессе прогрева лист размягчается и провисает, из-за чего расстояние до нижней печи должно быть достаточно большим - 600-1000 мм (на фотографии запечатлен момент прогрева листа). В связи с этим КПД нижней печи низок, скорость прогрева мала, теплопотери велики. После прогрева листа до необходимой температуры печь возвращается в исходное положение, рама быстро опускается на матрицу, создается вакуум и лист ее обтягивает. После охлаждения формованного изделия (температуры стабильности формы зависят от типа полимера) вакуум отключается и плавной подачей рамы вверх происходит извлечение изделия. Такие вакуумформовочные машины с двухсторонним нагревом широко используются при изготовлении гидромассажных ванн, душевых поддонов и кабин. В настоящее время машины этой модификации установлены на таких современных производствах санитарно-технической продукции, как ООО "РАДОМИР" и Торгово-Промышленная Группа "ЛАНИВЕР". Модификации машин разной мощности нагрева и разных габаритов в зависимости от размеров листовой заготовки (цифра обозначает максимальную мощность нагрева в кВт, в скобках указаны максимальные размеры перерабатываемого листа в мм): МФВ90 (2500х1500), МВФ150 (3000х2200), МВФ240М (2500х4000). Изготовление изделий с большой степенью вытяжки возможно на вакуумформовочных машинах второго поколения с вертикальным расположением листа и печи. Преимущества такого оборудования по сравнению с МВФ с горизонтальным расположением листа заключаются в снижении энергозатрат на формование, повышении КПД и сокращении рабочего цикла за счет уменьшения времени прогрева. Все это достигается путем сближения двух печей до 300 мм (расстояние от листа до каждой из печей составляет 150 мм), между которыми вертикально располагается лист. КПД дополнительно повышается с помощью установки боковых шторок. Величина зазора между шторкой и листом - до 50 мм. Такая комплектация оборудования полностью соответствует современным вакуумформовочным машинам английского (производство сантехнических изделий на предприятии ЗАО "РАВАК-ДУБНА") и итальянского производства.
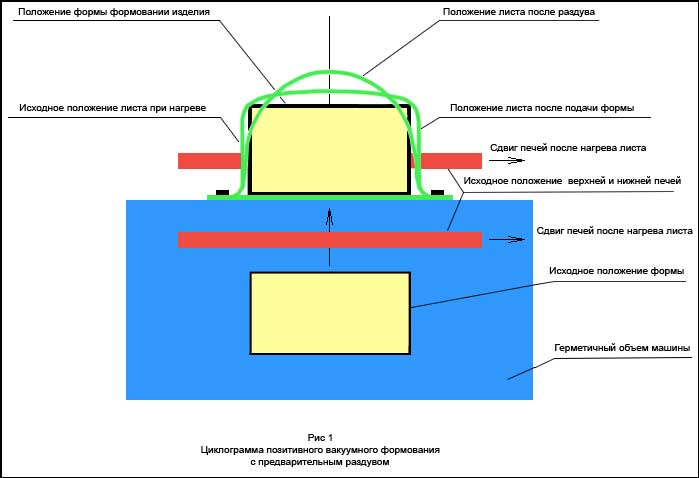
Изменение толщины и длины разогретого до оптимальной температуры расположенного вертикально листа, обусловленного провисанием, не превышает 1 % и не влияет на точность и качество формования. Существует несколько моделей вертикальных машин: ВМВФ80 (1800х1400), ВМВФ90 (2500х1500), ВМВФ120 (3000х220), ВМВФ200 (4000х2200). В настоящее время проектируются и вводятся в производство наиболее совершенные машины вакуумформования последнего поколения (рис.1).
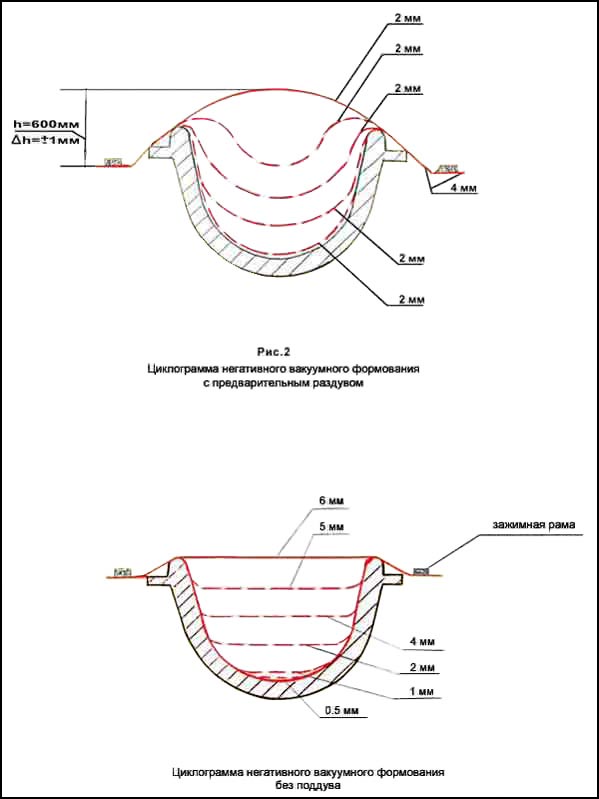
Основное преимущество нового оборудования по сравнению с предыдущими моделями МВФ заключается в использовании горячего поддува, обеспечивающего равномерное предварительное растяжение (раздув) листа перед его формованием. Эта операция позволяет достичь более равномерной вытяжки листа и, соответственно, равнотолщинности по всей отформованной поверхности, что позволяет использовать листы с меньшей начальной толщиной ( например 4 мм вместо 6 мм) - очевидна экономическая целесообразность уменьшения толщины листа без изменения конечных эксплуатационных характеристик изделия (рис.2, 3). Это очень важно при глубокой форме и больших уклонах деталей (до 90°), с чем, например, можно столкнуться при формовании морозильных ларей, холодильников, гидромассажных ванн, рекламных указателей, локеров и бамперов автомобилей. Стабильное горизонтальное положение (без провисания) разогретого листа с прогибом ±40 мм обеспечивается автоматической оптикоэлектронной системой, контролирующей поддув. Это дало возможность в последних моделях расположить верхнюю и нижнюю печи на расстоянии 150 мм от листа и, таким образом, повысить КПД и скорость прогрева, снизить потребление электроэнергии. Плавное натяжение вакуумной формы на разогретый лист после быстрого подъема формы и плавное удаление готового изделия обеспечиваются с помощью частотно-токовых асинхронных приводов "LG-электроник" с диапазоном регулирования скорости 1:20. Благодаря использованию силиконовой трубки для герметизации прижимного периметра возможно реализовать оптикоэлектронное управление поддувом с точностью контроля высоты "пузыря" до ±1 мм, что гарантирует стабильность геометрических размеров отформованных изделий при позитивном и негативном формовании. Применение поддува позволяет экономить до 30-40% исходного материала за счет сокращения начальной толщины листа. В настоящее время такое оборудование задействовано на производстве ООО "РАДОМИР". Машины для вакуумформования с поддувом представлены следующими моделями: МВФ90П (2500х1500), МВФ100П (2500х1600), МВФ150П (3000х2000), МВФ200П (4000х2500). Управление всеми вакуумформовочными устройствами осуществляется с программируемого электронного пульта. После получения готового отформованного изделия для обрезки отбортовки используют обрезную машину МО-2001ЭП с электропневмоприводом, которая укомплектована горизонтальным столом (2000х2000 мм) с механизмом вращения, системой вертикального прижима изделия, обрезным устройством и пультом управления. Также для обрезки отбортовки могут применяться комплексы абразивно-водяной резки. Внедрение такого комплекса позволяет осуществлять технологический процесс получения изделий с глубокой степенью вытяжки методом вакуумформования на самом современном уровне и получать продукцию с качеством, аналогичным лучшим зарубежным образцам, а также экономить значительные средства, так как цена оборудования отечественного производства в 4-5 раз ниже импортных аналогов. Формула расчета конечной толщины листового материала в процессе глубокого вакуумформования:t/tо = 1 - 1,33 H/D или t = tо - 1,33tоH/D где
|
|
|||||||||||||||||
|
|||||||||||||||||